- 在目前这种市场状况下,各家家电企业都在想尽办法优化整体供应链,以达到降低成本、提高市场反应敏捷性。其重要措施之一就是各家企业纷纷成立精益生产推进组织,包括精益生产推进办公室、精益生产小组、精益生产推进部等等名称不一而足
自我国推出的“家电下乡”及“以旧换新”等政策之后,我国的内需被极大的拉动,中国家电市场也随之发生了巨大变化,尤其是三四级市场的巨大潜力被充分挖掘。直到一系列产业刺激政策相继退出市场,再加之受我国房产调控等政策因素的影响,以发达城市为主的一二级家电市场渐渐疲软,三四级市场需求在极大释放后,增长速度也趋于缓和。中国的家电产业在经过政策拉动高速增长期后,将逐渐走向市场调节的平缓期。
在目前这种市场状况下,各家家电企业都在想尽办法优化整体供应链,以达到降低成本、提高市场反应敏捷性。其重要措施之一就是各家企业纷纷成立精益生产推进组织,包括精益生产推进办公室、精益生产小组、精益生产推进部等等名称不一而足。从百度中搜索“精益生产培训”这一关键词就以得到357万个结果,可以发现企业对精益生产的热度。
但是,在实践的过程中,我们也发现仅从精益生产这一环节入手,所得到的效果并不明显。精益生产部分做了大量的工作,但仍然存在诸多问题,比如:
1.物流管理没有形成系统性管理
2.没有包装标准,物料包装多元化、混乱化;
3.物料搬运模式为人工、半机械化,人员劳动强度大;
4.过程物流效率不高;
5.过多的不增值动作,限制了工人装配时效率提升;
6.现场管理差强人意;
7.物流设备活动级数差,可移动性差;
8.信息交流时效性差;
9.供应商送货物流缺乏统一规划与实施.
一般的,就以上问题,相关的管理人员将其归结为:
1.人们理解物流管理就是物流容器与工位器具,对于物流管理的合理化模式没有统一的、正确的认识;
2.各个部门潜意识里都只考虑本部门的“小物流”利益;“小物流”意识强于工厂“大物流”需求;很少人关心物流的总体效益;
3.物流管理方面的培训很少,很多人员都是凭经验来管理物流作业,甚至认为物流管理就是现场管理或者仓库管理;
4.以计划为主线的采购、仓储、配送、检验、装配及供应商管理等各环节联动的一体化物流运作规划不够,缺乏统一的目标牵引。
事实上,以上这些问题应归纳为物流的缺失。为什么说是物流的缺失?大家会说每个企业都有物流部门啊!如图所示:
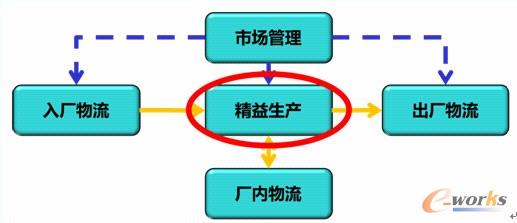
一般的说,产品在整个供应链过程中,生产、加工、装配环节所耗费的时间只占整个供应链周转总时间的不到10%,大部分时间,原材料、零部件或产品是以库存或运输的形式存在。也就是说:剩下的90%时间,是一个物流管理范畴的问题。构建精益运营,加速资本周转,需要构建精益物流管理体系。
而制造企业往往运用精益制造理念推进制造系统创新,已经基本实现车间加工、装配的精益生产。由之而来,新问题出现:缺少一套成熟的物流管理体系来服务和支持精益生产。因此,企业需要的是引进现代物流管理理念,从而构建以支持精益生产良好运行的精益物流管理体系。
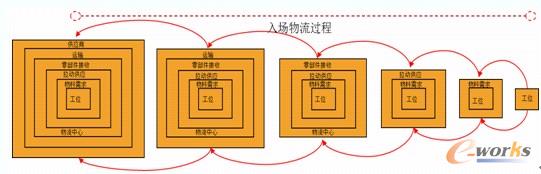
如何构建精益物流管理体系?我们以入场物流环节来看:
我们需要思考的问题包括:
如何实现OTD的最小化;
如何实现总体库存的最小化;
如何实现物料需求信号的有效传递;
如何实现生产组织方式与物料供应的匹配。
从各个子项目来说,包括:
线边物流环节:
在制品库存如何实现最小化
线边定置如何实现最优化
厂内物流环节:
库存如何控制
仓库内如何进行分拣与排序
仓库与生产线如何实现拉动信息传递
厂外物流环节:
供应商厂外运输如何控制
与供应商的物流协议如何确定
与供应商的信息传递如何实现
我们定义清楚所需要解决的问题后,需要对这些问题进行分解成具体的工作任务,一是我们的工作能顺利按计划展开。具体的工作任务包括:
1,物料定义与单元化
物料单元化包装器具选型
物料包装单元数量设计
配送上线包装方式定义
工位定义
工位物料存放数量定义
2,物流器具一体化
物流器具结构设计
物流器具需求数量规划
物流器具编号规则
物流器具管理流程
物流器具维护与修理流程
3,线边规划布局
零部件存储数量设计
零部件线边料架设计:是否采用货架(通用性)及选型(外形尺寸及层数)
零部件工位布置规划:货架或器具摆放方向与占地面积
零部件线边物料作业方法设计
4,物料存储区域规划
物料存储区域布局:(确定卸货区、配货区、存放区、通道、物料存放地址)
物料存储区域作业流程
物料存储区域信息系统需求
物流设备需求规划
5,厂区物流规划
厂区道路动线规划
物料上线路线规划与供给方式设定
物料上线搬运设备规划:仓库至线边零部件输送方式(包括运输车辆的类型和数量)
物料上线流程规划(包括循环看板流程、JIT流程、发放看板流程)
6,标识与目视化管理
确定需要标识的部品及标识方法
确定需要标识的器具及标识方法
结合现有标准确定定置线标准
确定指示类标识方法
确定警示标识
确定仓库及线边的器具、定置线色彩
7,信息系统需求规划
物流信息系统需求
物流信息系统与制造执行系统及企业资源计划系统之间的接口需求
8,供应商管理建议
供应商评估流程设计
配送责任范围规划
供应商送货物流要求
9,物流体系组织结构建议
物流组织结构与人力资源需求预测
在精益生产中,不论是在企业内还是企业外,组织良好的物流始终具有决定性的意义。生产自动化和物料流的转移还会对于这种趋势起一定的促进作用。此外,今后进一步实现合理化的潜力将不太在于缩短机加工时间和改进加工工艺,而更多地在于机器外围设备中的物流、加工单元之间、仓库内部,生产、装配和发货以及企业之间的物流,在任何情况下都适用下述原则:谁想有条不紊地进行运输、仓储、放置和生产;谁不希望到处找东西;谁想随时知道什么东西位于何处;谁想使库存物资少而且很快可以拿到所需要的东西;谁就需要把数据流和物流组织协调好。这样,物料搬运技术和设备制造厂就有了一个虽然熟悉却又新颖的作用和形象:作为生产厂,一方面要把厂内的物流及整个后勤按照可用的精益原则进行组织,另一方面还要帮助用户解决物流和后勤问题,使之实现量体裁衣式的解决方案。精益生产,或者说是整体精益企业,并不是什么奇迹,而是一种既有强项又有弱项的逐步完善的系统,这时不能仅把眼光盯着柔性生产和高度自动化生产、精益包含了生产前和生产后的非技术性精神领域,如市场研究、产品开发、行政管理、对职工的领导、质量保证和市场销售。所以,扩大精益涉及的范围和深化涉及的内容是企业未来的必然趋势。
- 每日推荐
- 热点资讯



